The Absolute Red Line in Food Grade Paper for Paper Cups
In the food packaging industry, appearance has always mattered. A brighter paper cup often looks cleaner, more premium, and more attractive on the shelf. However, behind that “ultra-white” appearance, there is a topic that responsible manufacturers and buyers can no longer ignore — fluorescent whitening agents (FWAs).
For paper cup manufacturers, food brands, and even end consumers, food safety is no longer just a regulatory requirement. It has become a reflection of brand responsibility and long-term market trust. As a professional manufacturer of paper cup raw materials, we at Nanning Dihui Paper Products Co., Ltd. believe that food grade paper should never compromise safety for visual appearance.
What Are Fluorescent Whitening Agents?
Fluorescent whitening agents are chemical additives used to make paper appear whiter and brighter under light. They are commonly applied in low-cost paper products, especially in industries where visual brightness is prioritized over food safety.
In some industrial or non-food packaging applications, FWAs may improve product appearance. However, when it comes to food grade paper, the standards are completely different.
Because paper cups, paper bowls, and food packaging materials come into direct or indirect contact with beverages and food. Under high temperatures or prolonged use, low-quality chemicals may migrate into the contents. This is why many countries have strict regulations regarding food contact materials.
For professional paper cup manufacturers, choosing safe paepr cup raw materials is not just about compliance — it directly affects customer trust, export qualifications, and long-term brand reputation.
Virgin Wood Pulp vs. Recycled Pulp: The Source of the Problem
The debate surrounding FWAs is inextricably linked to the choice of raw materials. To understand why some paper cups contain harmful chemicals, one must distinguish between Virgin Wood Pulp and Recycled Pulp.
1. Virgin Wood Pulp (The Gold Standard)
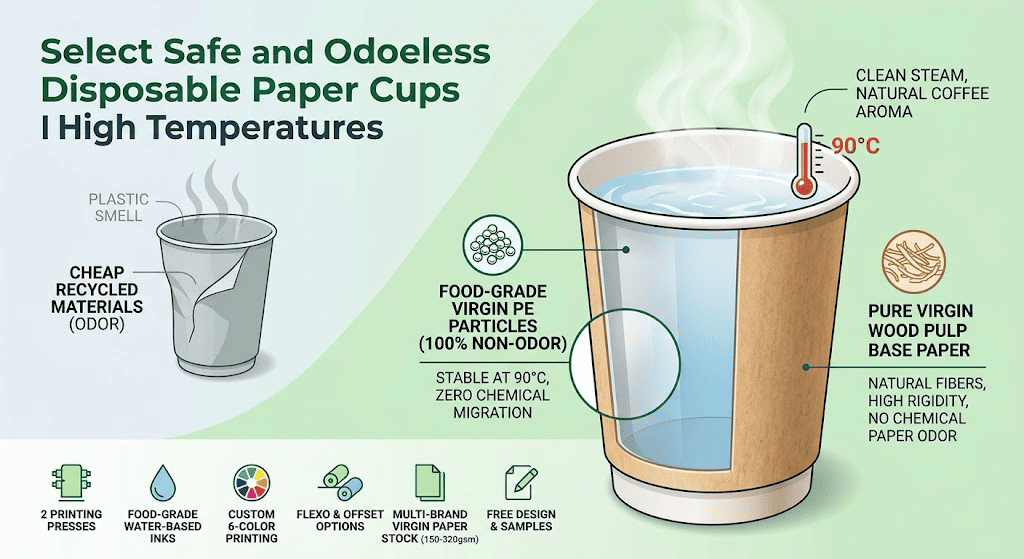
Virgin pulp is derived directly from timber. It consists of fresh fibers that have never been processed into paper products before. Because it hasn’t been through the recycling loop, there is no risk of contamination from inks or previous chemical treatments. Consequently, virgin pulp naturally possesses a soft, creamy white hue rather than a blinding fluorescent white. At our facility, we utilize high-precision professional testing equipment to verify the purity of every batch of paper, guaranteeing it meets the highest food safety standards for our global clients.
2. Recycled Pulp (The Economic Risk)
While recycled pulp is excellent for eco-friendly shipping boxes, it is a high-risk choice for food contact materials. Recycled paper often originates from office waste or newspapers, which are heavily treated with inks and FWAs. To make this gray-toned recycled mash look like “clean” food-grade paper, some manufacturers are tempted to add even more whitening agents. This creates a cycle of chemical exposure that poses significant health risks to the end consumer.
Bridging Health and Branding: The Nanning Dihui Approach
Many manufacturers fear that moving away from bleached, recycled materials will compromise their brand’s visual identity. However, we argue that health is the ultimate brand promise. To help our clients maintain a premium look without sacrificing safety, Nanning Dihui Paper Products Co., Ltd. offers sophisticated customization options.
Why the “Red Line” Matters for Paper Cup Manufacturers
For paper cup factories, choosing the right raw material supplier is a decision that impacts long-term viability. Regulatory bodies globally are tightening the “migration limits” for chemicals in food packaging. A single failed safety test can lead to massive recalls and irreparable brand damage. Furthermore, modern consumers are increasingly “chemical-conscious”; they are looking for the FSC labels and “FWA-Free” certifications on their daily coffee cups.
Professional Recommendations for the Industry
As veterans in the paper product sector, we suggest that manufacturers and consumers adopt the following “Safety Checklist”:
-
Visual Inspection: Be wary of paper that looks unnaturally blue-white under sunlight; this is a classic sign of excessive FWAs.
-
Request Documentation: Always ask for third-party lab reports.
-
Prioritize Virgin Pulp: Even if the cost is slightly higher, the reduction in legal risk and the increase in consumer trust offer a far better return on investment.
The Industry Is Changing — And So Are Consumer Expectations
Ten years ago, many end users rarely questioned the safety of disposable paper cups. Today, things are different.
Consumers now read packaging labels more carefully. International brands are auditing suppliers more strictly. Governments are updating food contact regulations more frequently.As a result, paper cup manufacturers are facing higher expectations from both regulators and customers.From our experience working with customers in different export markets, the companies that grow steadily are usually those that prioritize stable raw material quality over short-term price competition.
In fact, many successful cup manufacturers now use “food-safe materials” as part of their own brand marketing strategy. This not only improves customer confidence but also creates stronger differentiation in highly competitive markets.
Final Thoughts
Fluorescent whitening agents may improve paper appearance, but in food contact materials, safety must always come before visual brightness.
For paper cup manufacturers and food packaging brands, using safe and compliant raw materials is no longer optional — it is a long-term investment in trust, reputation, and market competitiveness.
The future of food grade paper is not about producing the brightest paper. It is about producing safer, more reliable, and more responsible packaging materials for the global market.