Why Food-Grade Printing Ink Is Essential in Cup Stock Paper
In the paper cup manufacturing industry, many buyers focus primarily on the quality of the base paper or PE coating. While these elements are certainly important, printing ink is another critical component that directly affects product safety, brand presentation, and overall cup performance.For companies that produce custom-printed paper cups, choosing a Cup Stock Paper supplier uses food-grade printing inks is crucial for enhancing brand image and consumer trust.
The Role of Printing Ink in Paper Cup Manufacturing
Paper cups are widely used for beverages such as coffee, tea, juice, and soft drinks. Because the printed surface often comes into contact with heat, moisture, and sometimes indirect food contact, the ink used must meet strict food safety standards.
Food-grade printing ink is specially formulated to prevent harmful substances from migrating into the beverage. High-quality ink ensures that the cup remains safe even when exposed to hot liquids. This is particularly important for coffee shops, restaurants, and beverage brands that must comply with international food safety regulations.In addition to safety, printing ink also determines the visual impact of the cup. A well-printed paper cup serves as a mobile advertisement for a brand. Clear colors, sharp graphics, and consistent printing quality can significantly enhance brand recognition.
Our clients have given us positive feedback on the food-grade inks we use, and the paper cup fan they ordered from us are loved by consumers in their countries.
Customer concerns about paper cup fan printing
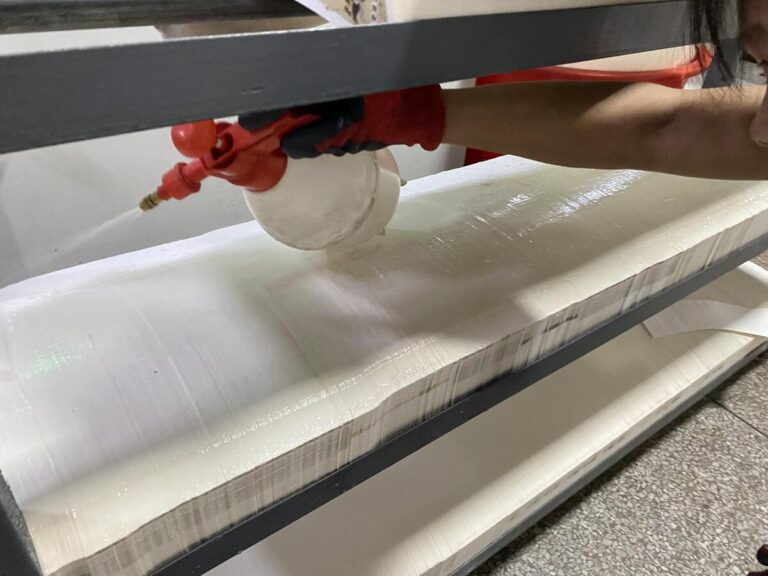
We have advanced printing equipment; our printing presses undergo high-temperature baking, ensuring the ink won’t fade or peel.
High-temperature baking is a crucial step in the paper cup printing process. Its main purposes are:
Curing the ink: High-temperature baking causes the chemical substances in the ink to react, forming stable compounds that adhere firmly to the paper cup surface. This process helps enhance the ink’s abrasion resistance, water resistance, and chemical resistance.
Improving adhesion: High-temperature baking also promotes the bonding between the ink and the paper cup surface material, improving ink adhesion. This means that even when exposed to liquids such as water or grease during use, the ink is less likely to peel off.
To ensure the ink doesn’t fade or peel after high-temperature baking, the ink itself needs to meet certain requirements:
High-temperature resistance: The ink must be able to withstand high-temperature baking without decomposition or deterioration. This requires that the pigments, binders, and other additives in the ink have good thermal stability.
Good adhesion:The ink should be able to form a good bond with the surface material of the paper cup, ensuring firm adhesion even after high-temperature baking.
Suitable viscosity: The ink viscosity should be moderate, allowing for even transfer to the paper cup surface during printing and rapid curing after high-temperature baking without easily running.
Food Safety and Compliance Requirements
When producing printed paper cups, manufacturers must consider global food packaging regulations. Food-grade inks are designed to meet safety standards and reduce risks such as chemical migration, unpleasant odors, or contamination.
Reliable paper cup printing typically uses inks that:
-
Contain low-migration formulations
-
Are free from harmful heavy metals
-
Maintain stability under high temperatures
-
Provide strong adhesion to coated paper surfaces
These characteristics ensure that the printed design remains safe, durable, and visually appealing throughout the cup’s usage.
For businesses importing or distributing paper cups internationally, using certified food-grade ink is not just a quality requirement—it is often a legal necessity.
Printing Quality Affects Brand Image
Beyond safety, printing quality strongly influences how customers perceive a brand. Poor printing can result in blurred images, uneven colors, or ink fading, which may give consumers the impression of low product quality.
High-precision printing technology allows manufacturers to deliver:Accurate color reproduction,Clear logos and detailed graphics,Consistent results across large production runs.
For companies launching new beverage brands or promotional campaigns, the paper cup itself becomes an important part of marketing. High-quality printing helps brands stand out in a competitive market.
Ink Compatibility with Paper Cup Materials
Printing ink must also work effectively with the material used in cup production. For example, PE coated paper is commonly used as the base material because it provides waterproofing and heat resistance.
However, the PE coating layer can affect ink adhesion. Manufacturers must therefore select inks specifically designed for coated surfaces to prevent issues such as color fading, cracking, or smudging during cup forming.
Professional manufacturers carefully control printing parameters such as:
-
Ink viscosity
-
Drying temperature
-
Printing pressure
-
Surface treatment of the paper
These factors ensure that the printed design remains stable during later stages such as die cutting, cup forming, and heat sealing.
Consistency in Large-Scale Production
Another important factor in paper cup printing is consistency. Large beverage chains or distributors often require millions of cups with identical designs. Even slight variations in color can affect brand standards.
Advanced printing equipment and experienced operators help maintain strict quality control throughout the production process. Stable ink formulation and precise color management allow manufacturers to achieve reliable results across different batches.
At Dihui Paper , we have two printing presses that support up to six custom colors, and we support both flexographic and offset printing. We also have over ten years of experience helping clients solve their printing customization problems. If you have any ideas, please contact us! Our printing capabilities allow us to handle both standard and customized orders efficiently, ensuring stable color performance and reliable product quality for global customers.